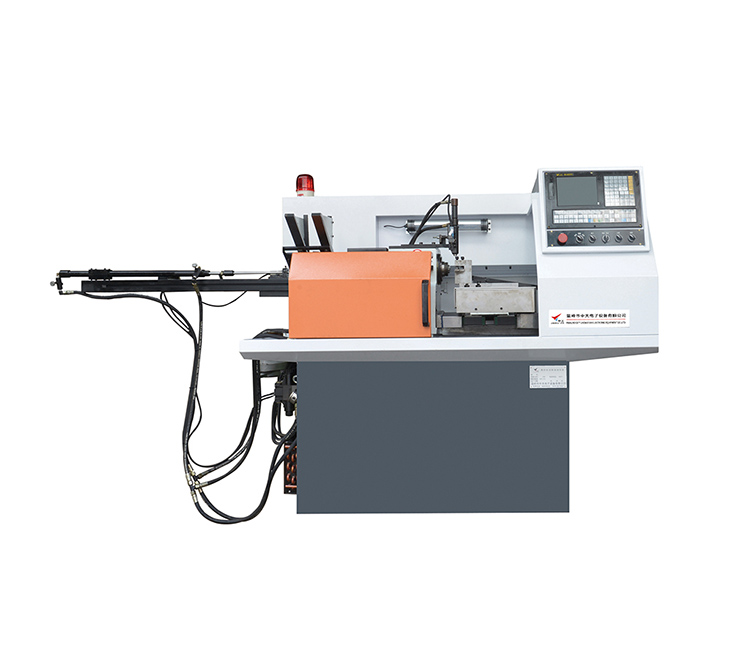
对于数控车床的撞刀事故,如不遵守车床安全操作规程会发生人身事故或者设备事故。在加工中过程中,因大多数都配置了安全防护门,加工时要求关闭安全门,操作者不直接操作机床,因此人身事故的发生几率很小,但是设备事故发生的几率比其他机械加工大的多,因为普通机床是通过操作者凭借自己的操作经验手工操作机床进行加工。
数控车床通过加工程序自动控制机床进行加工,不直接受人的控制,而是受程序的控制。技术人员在操作机床时往往会将程序编错、输错、改错,坐标系或刀具补偿驶入错误,操作机床时粗心大意都会造成撞刀事故。在数控车床使用过程中如果发生撞刀现象,不仅会给操作者带来大的心里压力,也会造成的经济损失。那么该如何避免与预防呢?
由于数控设备的价格不菲,维修难度大,而且加工零件的高精度、高效率、高自动化主要是依靠机床精度来保证的,一旦发生设备事故,机床精度将会严重降低。其实,撞刀事故的发生是有规律可循的,由于数控加工时采用软件进行锁住的,在模拟加工时,当按下自动运行按钮时在模拟界面并不能直观地看到机床是否已锁住。模拟时往往又没有对刀,如果机床没有锁住运行,易发生撞刀.所以在模拟加工前应到运行界面确认一下机床是否锁住。加工时忘记关闭空运开关。由于在程序模拟时,为了节省时间常常将空运行开关打开。
空运行模拟后没有再回参考点。在校验程序时数控车床是锁住不动的,而刀具相对工件加工在模拟运行(绝对坐标和相对坐标在变化),这时的坐标与实际位置不符,须用返回参考点的方法,保证机械零点坐标与绝对、相对坐标一致。
当小数控车床超程时,应该按住超程解除按钮,用手动或手摇方式朝相反方向移动,即可以消除。但是如果解除的方向弄反了,则会对机床产生伤害。因为当按下超程解除时,机床的超程保护将不起作用,超程保护的行程开关已经在行程的尽头。此时有可能导致工作台继续向超程方向移动,终拉坏丝杠,造成机床损坏指定行运行时,往往是从光标所在位置开始向下执行。对车床而言,需要调用所用刀具的刀偏值,如果没有调用刀具,运行程序段的刀具可能不是所要的刀具,有可能因刀具不同而造成撞刀事故。当然在加工中心、数控铣床上要先调用坐标系如G54和该刀的长度补偿值。因为每把刀的长度补偿值不一样,如果没调用也有可能造成撞刀。
所以我们要掌握小数控车床的编程技巧,利用各种方法来验证程序,坐标系和刀具的长度补偿、半径补偿设置正确,操作过程中做到细心,避免出现不必要的失误,即可有效的避免撞刀现象的产生,更好地保护数控车床。
























































 浙公网安备 33108102000892号
浙公网安备 33108102000892号